
2024年3月28-29日,由E20环境平台主办的“2024(第二十二届)水业战略论坛”在北京友谊宾馆友谊宫聚英厅举办。本次论坛以“Zhì创未来”为主题,现场企业家、专家大咖云集,共同探讨污水行业高质六化的发展之道。

清研环境董事长兼总经理刘淑杰、副总经理史绪川等受邀出席会议。刘淑杰女士在论坛上作了题为“企业向上生长的力量:持续创新和场景拓展”的主题演讲,系统阐述了清研环境持续创新的发展战略和技术产品化的创新实践。

刘总首先讲道:“我们知道,不管哪个行业,企业存在的唯一目的是创造顾客,而创造顾客途径有且只有营销和创新,而企业要想持续拥有顾客,获得向上生长的力量,必然是通过持续创新和场景拓展。”
长久以来,污水处理厂沿用传统AAO(及其变形)工艺,其中重要的泥水分离环节在二沉池完成,而沉淀池约占工艺设计面积的40%;如果进一步提高标准,常规的思路是流程进一步延长,污水处理流程越建越长,其占地面积越来越大。清研环境团队在2004年提出创新的解决方案:将反应和沉淀分离合二为一,既提高效率,又节省用地。实现该方案的创新产品就是环流澄清器(又称RPIR模块),它兼具反应和澄清功能,是一种无耗能、全不锈钢结构的拼装式装备,适用于不同规模的污水处理设施。RPIR模块的应用方式十分简单:即将RPIR模块架设在好氧池即可实现生化反应和澄清分离,无需再建设沉淀池。
应用场景的每一次拓展,都会为产品与技术带来新的生命力。RPIR最早从工业废水处理领域切入市场,后续在市政污水处理,黑臭河道控源截污,调蓄池高标准处理得到广泛应用,同时清研环境也推出了适用于农村污水处理的RPIR一体化处理设备。目前,RPIR的应用已覆盖全国28个省份/地区,日处理水量规模达300万吨/日。
刘总强调:“持续创新(迭代反馈),决定了技术的生命力。”针对客户的新需求,清研环境研发团队不断对RPIR技术进行迭代反馈,设计了加盖遮阳除臭结构;革新了便于维护的出水管道与方式;也设计了更自动调节的出水堰。
MCBR的新品发布将氛围推向了高潮。针对客户对更高的出水通量、更低的占地、更少的吨水投资的新需求,MCBR模块应运而生!MCBR模块,通过构建泥水分流通路,升级沉淀分离结构,大幅提高表面水力负荷。
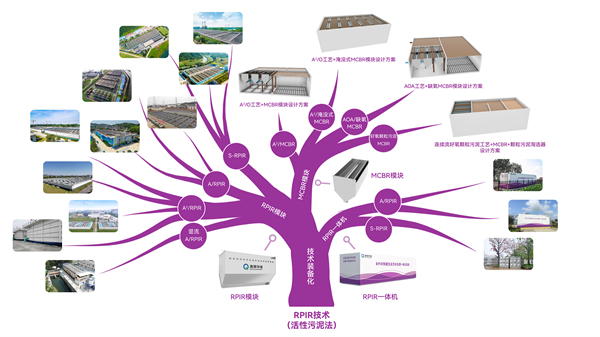
以AA/RPIR为参考,AA/MCBR处理同样水量所需模块数量减半,沉淀区无需配水、无硝化液收集,缺氧区前置,生物脱氮效果更优;淹没式MCBR和半淹没式MCBR,曝气池表面更加简洁美观,客户体验更优。同时MCBR的应用新场景不断延伸,迸发出蓬勃的生命力:MCBR可用于多段AO、MBR等工艺的改进和替换,也可与AOA工艺、连续好氧颗粒污泥工艺结合。
刘总总结道:“清研环境持续向上生长的力量在于:通过持续创新创建技术,通过场景拓展获得应用创造顾客,在应用中洞察客户需求并持续创新,在持续创新中开拓更多场景获得更多顾客。”
最后,刘总发出召集令。清研环境计划筹备《创•道•荟》系列主题论坛,并于2024年7-8月牵头举办首届启动论坛,旨在荟聚探索科技创新创业发展之道的同路人,探讨科技成果转化螺旋发展之道。清研环境愿与行业创新创业者、拥有应用场景的平台公司、致力于科技成果转化的学者和技术专家及创投孵化机构共商科技成果转化的成功奥秘!期待各位莅临指导!
本文链接:/hangye/6282.html
